
3D-Metalldruck
(Aluminium, Edelstahl & Werkzeugstahl)
Auch bekannt als Selektives Laserschmelzen (SLM), gehört zu den vielseitigsten und am häufigsten eingesetzten 3D-Drucktechnologien. Sie finden lasergesinterte Teile in Flugzeugen, Wearables, Maschinenkomponenten und Produktionswerkzeugen.
Laserschmelzen (SLM)
Beim Laserschmelzen handelt es sich um ein sogenanntes Pulverbett Verfahren. Allerdings wird – anders als beim Lasersintern – das Pulver vollständig umgeschmolzen. Dadurch kommt ein homogeneres Gefüge zustande, dass eine hohe spezifische Dichte aufweist. Die mechanischen Eigenschaften kommen dem Grundwerkstoff sehr nahe. Die Bauteile sind wasserdicht.
Um Sauerstoff vom Material fern zu halten, findet der Prozess unter Schutzgas Atmosphäre statt. Anders als beim Lasersintern sind bei äußeren Überhängen Stützstrukturen erforderlich, die mechanisch entfernt werden. Die Schichtstärken bewegen sich zwischen 15 und 500 μm.

3D-Modell Aufbereitung
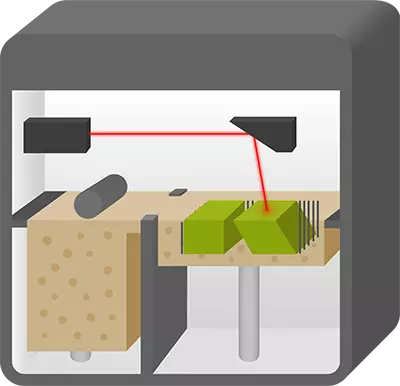
Schichtweiser Pulverauftrag
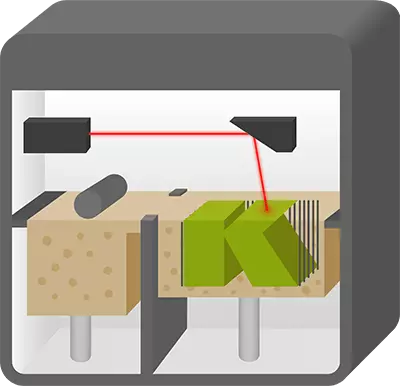
Der Laser verbindet die Pulverpartikel

Stützstrukturen erforderlich
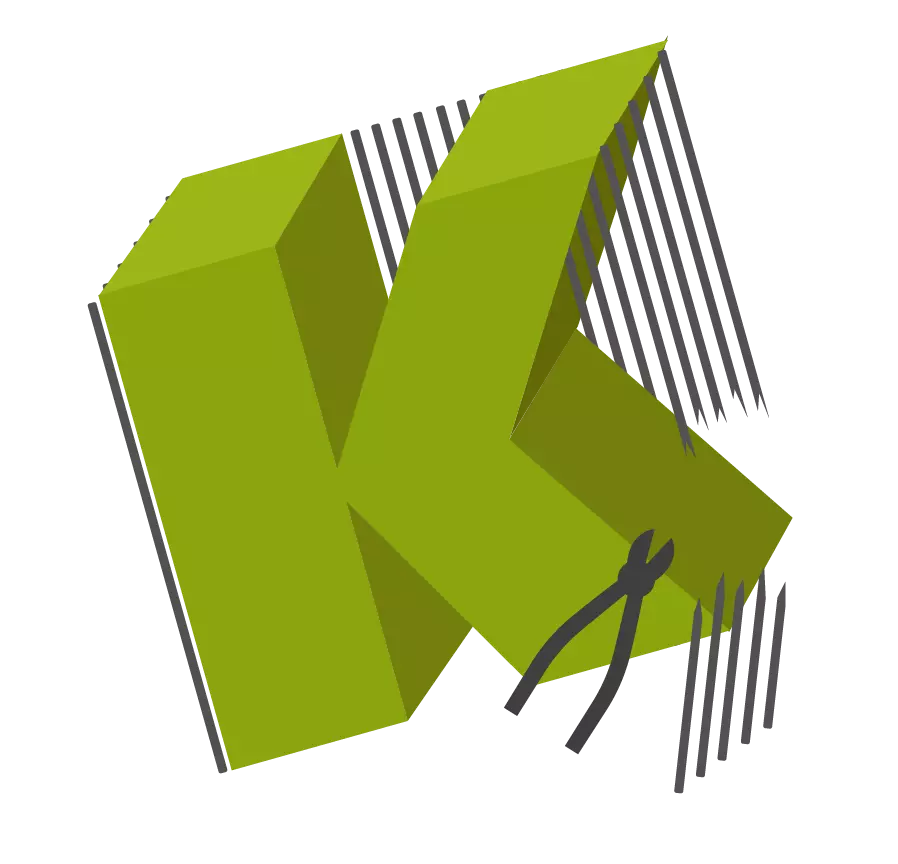
Sützstrukturen entfernen
unsere Druckmaterialien
Aluminium (AlSi10Mg)
AlSi10Mg ist eine Aluminium-Silizium-Legierung mit guten thermischen und Festigkeitseigenschaften. Der Werkstoff eignet sich besonders für dünnwandige und komplexe Geometrien. Bauteile aus AlSi10Mg zeichnen sich durch ein geringes Gewicht, gute Festigkeit und Härte sowie hohe dynamische Belastbarkeit aus. Die Bauteile können zerspanend bearbeitet, draht- und senkerodiert, geschweißt, gestrahlt, poliert und beschichtet werden.
Anwendungen
- Leichtbau Funktionsteile für Automobile, Luft-/Raumfahrt
- Gehäuse
- Motorteile
- Produktionswerkzeuge
- Gussformen

| Messung | Wert | Standard |
| Dichte | 2,59 ± 0,03 g/cm³ | WGE-Prod-067EN |
| Relative Dichte | >97 % | WGE-Prod-067EN |
| Zugfestigkeit | >250 MPa | DIN EN ISO 6892-1:2009 |
| Bruchdehnung | >1 % | DIN EN ISO 6892-1:2009 |
| Streckgrenze | >180 MPa | DIN EN ISO 6892-1:2009 |
| Elastizitätsmodul | 70 GPa | DIN EN ISO 6892-1:2009 |
| Härte | >80 HV | ISO 6597-1:03-2006 |
| Rautiefe Rz | < 80 µm | ISO 4287 / AITM 1-00070 |
| Tatsächliche Werte können je nach Baubedingungen abweichen. | ||
| Technische Eigenschaften | |
| Standardgenauigkeit | ± 0,2 % |
| Minimale Wandstärke | 1 mm |
| Schichtdicke | 0,03 – 0,1 mm |
| Maximale Bauteilabmessung | 500 mm x 280 mm x 315 mm |
| Oberflächenstruktur | körnige Oberfläche, können aber sandgestrahlt, gefärbt, lackiert überzogen und beschichtet werden |
Edelstahl (316L oder 1.4404)
Der Werkstoff 316L (1.4404) ist ein rostfreier, austenitischer CrNiMo-Stahl. Der Werkstoff ist beständig gegen reduzierend wirkende organische und anorganische Säuren sowie gegen halogene Medien. Der geringe Kohlenstoffgehalt verbessert die Beständigkeit gegen interkristalline Korrosion und ermöglicht Einsatztemperaturen bis 450 °C. 3D-gedruckter Edelstahl weist eine hohe Leitfähigkeit und gute Wärmeeigenschaften auf.
Anwendungen
- Lebensmittel-, Chemie-, Textil- und Papierindustrie
- Apparatbau
- Sanitäranlagen
- medizinische Instrumente
- Prototypen
- Ersatzteile

| Messung | Wert | Standard |
| Dichte | 7,91 ± 0,03 g/cm³ | WGE-Prod-067EN |
| Relative Dichte | >99 % | WGE-Prod-067EN |
| Zugfestigkeit | >510 MPa | DIN EN ISO 6892-1:2009 |
| Bruchdehnung | >25 % | DIN EN ISO 6892-1:2009 |
| Streckgrenze | >300 MPa | DIN EN ISO 6892-1:2009 |
| Elastizitätsmodul | 180 GPa | DIN EN ISO 6892-1:2009 |
| Härte | >170 HV | ISO 6597-1:03-2006 |
| Rautiefe Rz | <90 µm | ISO 4287 / AITM 1-00070 |
| Tatsächliche Werte können je nach Baubedingungen abweichen. | ||
| Technische Eigenschaften | |
| Standardgenauigkeit | ± 0,2 % |
| Minimale Wandstärke | 1 mm |
| Schichtdicke | 0,03 – 0,1 mm |
| Maximale Bauteilabmessung | 220 mm x 220 mm x 250 mm |
| Oberflächenstruktur | körnige Oberfläche, können aber sandgestrahlt, gefärbt, lackiert überzogen und beschichtet werden |