
Lasersintern
Auch bekannt als Selektives Lasersintern (SLS), gehört zu den vielseitigsten und am häufigsten eingesetzten 3D-Drucktechnologien. Sie finden lasergesinterte Teile in Flugzeugen, Wearables, Maschinenkomponenten und Produktionswerkzeugen.
Lasersintern (SLS)
Beim Lasersintern handelt es sich um ein sogenanntes Pulverbett-Verfahren. Dabei wird Kunststoffpulver dünn auf eine Bauplattform aufgetragen. Ein Laser fährt der Kontur des Bauteils nach und verschmelzt das Material. Die Bauplattform senkt sich minimal ab und eine neue Lage Pulver wird aufgetragen. Der Vorgang wiederholt sich bis das Bauteil fertig ist. Das Bauteil liegt komplett im Pulver. Das Pulver dient gleichzeitig als Stützmaterial.
Das nicht benötigte Pulver wird abgesaugt und das Bauteil entnommen. Die Oberflächenqualität des Bauteils ist überall gleich. Lasergesinterte Bauteile sind nach dem Drucken nicht wasserdicht. Sie haben eine raue, körnige Oberfläche, die durch Nacharbeit wasserdicht gemacht oder infiltriert, gefärbt und geglättet werden können.

3D-Modell Aufbereitung
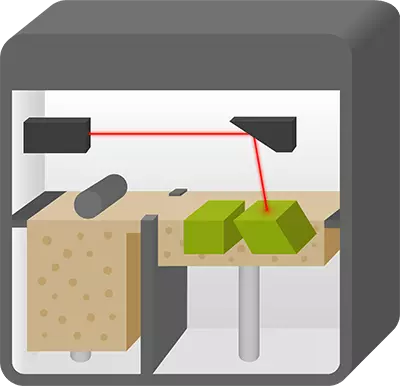
Schichtweiser Pulverauftrag
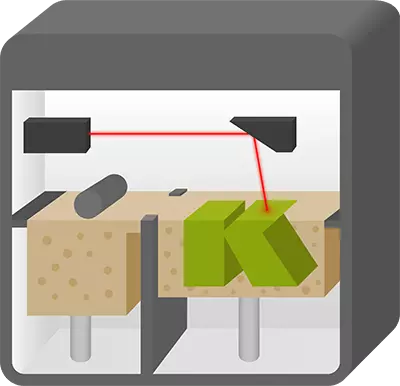
Der Laser verbindet die Pulverpartikel

keine Stützstruktur erforderlich

Pulverrückstände entfernen
SLS-Druck Leitfaden zum optimalen Bauteil
Möchten Sie mehr über optimales Design für den SLS-3D-Druck erfahren? Laden Sie unseren Leitfaden herunter, der Ihnen dabei hilft, die maximale Druckgröße, minimale und maximale Wandstärken und andere wichtige Aspekte zu verstehen. Erfahren Sie, wie Sie Bauteile gestalten können, um Spannungskonzentrationen zu reduzieren und eine gleichmäßige Schichtdicke zu erreichen. Entdecken Sie auch Tipps zur Modellausrichtung und Bestückung des Bauraums für qualitativ hochwertige Druckergebnisse. Holen Sie sich jetzt den Leitfaden und optimieren Sie Ihre SLS-Druckprojekte!
Inhalte
- Referenzabmessungen der Druckobjekte
- Modellausrichtung und Bestückung des Bauraums
- Allgemeine Gestaltungstipps

Formlabs Fuse
Wir setzen auf das Formlabs Fuse Ecosystem. Der nahtloser Übergang vom Pulverdrucker zur vollautomatisierten Nachbearbeitungsstation für SLS 3D-Druckteile ermöglicht eine effiziente Produktion. Unser Post-Processing-Verfahren ist auch ideal für die manuelle Reinigung feinster Strukturen. Mit unserer Methode reduzieren wir die Nachbearbeitungszeit erheblich und ermöglichen einen reibungslosen Ablauf von der Teileentnahme bis zur Polierung, einschließlich der Pulverrückgewinnung. Dank der geschlossenen Systeme können bis zu 70% des Pulvers wiederverwendet werden.










unsere Druckmaterialien
PA 12 (PA 2200) (weiß / grau / schwarz eingefärbt)
PA12 ist ein widerstandsfähiger Kunststoff mit guten flexiblen Eigenschaften. Es eignet sich besonders für funktionale Prototypen oder Funktionsteile mit hohem mechanischen oder thermischen Widerstand. Die Teile sind dauerhaft verwendbar und widerstandsfähig gegenüber den meisten Chemikalien. Teile aus PA12 sind nicht wasserdicht, können aber durch Imprägnierung wasserdicht gemacht werden.
Anwendungen
- Prototypen
- Modelle
- Funktionsteile
- Ersatzteile
- Filmscharniere
- Orthesen

| Messung | Wert | Standard |
| Dichte | 0,95 ±0,03 g/cm³ | |
| Zugfestigkeit | 48 ± 3 MPa | DIN EN ISO527 |
| Bruchdehnung | 20 ± 5 % | DIN EN ISO527 |
| Zugmodul | 1.650 MPa | DIN EN ISO527 |
| Biegemodul | 1.500 N/mm² | DIN EN ISO178 |
| Biegefestigkeit | 41 MPa | D790 |
| Wärmeformbeständigkeit | 85 °C | ASTM D648 |
| Charpy-Schlagzähigkeit | 53 ± 3,8 lJ/m² | DIN EN ISO179 |
| Izod-Kerbschlagzähigkeit | 4,8 ± 0,4 kJ/m² | DIN EN ISO180 |
| Kugeldruckhärte | 77,6 ± 2 | DIN EN ISO2039 |
| Shore D-Härte | D 75 ± 2 | DIN 53505 |
| Tatsächliche Werte können je nach Baubedingungen abweichen. | ||
| Technische Eigenschaften | |
| Standardgenauigkeit | ± 0,3 % |
| Minimale Wandstärke | 1 mm |
| Schichtdicke | 0,12 mm |
| Maximale Bauteilabmessung (grau) |
159,2 mm x 159,2 mm x 295,5 mm |
| Maximale Bauteilabmessung (weiß) |
650 mm x 330 mm x 560 mm |
| Oberflächenstruktur | körnige Oberfläche, können aber sandgestrahlt, gefärbt, lackiert überzogen und beschichtet werden |
PA 2210 FR
PA 2210 FR ist ein nichtentflammbares, halogenfreies Polyamidmaterial (PA 12) mit herausragendem Langzeitverhalten und hoher chemischer Widerstandsfähigkeit. Der Kunststoff erfüllt ab einer Wanddicke von 2 mm die Brandschutzklasse UL 94/V-0. Somit eignet er sich sogar für elektrische und elektronische Bauteile sowie Luftfahrtanwendungen.
Anwendungen
- Bauteile mit hohen Anforderungen an den Brandschutz
- mechanisch belastbare Bauteile
- Elektro- und Elektronikbereich
- Luft- / Raumfahrt
| Messung | Wert | Standard |
| Dichte | 1.06g/cm³ | |
| Zugfestigkeit | 46 MPa | DIN EN ISO 527 |
| Bruchdehnung | 4 % | DIN EN ISO 527 |
| Zugmodul | 2500 MPa | DIN EN ISO 527 |
| Biegemodul | 2300 MPa | DIN EN ISO 178 |
| Biegefestigkeit | 65 MPa | DIN EN ISO 179 |
| Wärmeformbeständigkeit | 185 °C | ISO 11357-1/-3 |
| Brennbarkeitseigenschaften | 1.7/2.0 mm | Bunsenbrennertest 12s Zündzeit |
| Raucherzeugung | 1.7/2.0 mm | JAR/FAR 25,App.F-Part V & AITM 2.007 |
| Toxische Gaserzeugung | 1.7/2.0 mm | AITM 3.0005 |
| Brennverhalten | 1.1/1.2/1.3/1.4/3.0 mm | UL 94 HB |
| Brennverhalten | 2.0/2.4/3.2/4.0 mm | UL 94V-0 |
| Tatsächliche Werte können je nach Baubedingungen abweichen. | ||
| Technische Eigenschaften | |
| Standardgenauigkeit | ± 0,3 % |
| Minimale Wandstärke | 1 mm |
| Schichtdicke | 0,15 mm |
| Maximale Bauteilabmessung | 280 mm x 280 mm x 500 mm |
| Oberflächenstruktur | körnige Oberfläche, können aber sandgestrahlt, gefärbt, lackiert überzogen und beschichtet werden |
PA 3200 GF
PA 3200 GF ist ein mit Glaskugelanteilen gefülltes Polyamide 12-Pulver. Es hat eine deutlich höhere Wärmeformbeständigkeit als Polyamide. Das Material hat eine hervorragende Steifigkeit, hohe Dichte und Zugfestigkeit sowie ein geringes spezifisches Gewicht. PA 3200 GF ist ideal für den Einsatz unter Bedingungen bei denen Steifigkeit, hohe thermische Belastbarkeit und Verschleißfestigkeit im Vordergrund stehen.
Anwendungen
- stabile Gehäuse
- Bauteile mit Anforderungen an Verschleiß
- Bauteile mit höheren Anforderungen an die Temperaturbeständigkeit
| Messung | Wert | Standard |
| Dichte | 1,22 ±0,03 g/cm³ | |
| Zugfestigkeit | 51 ± 3 MPa | DIN EN ISO527 |
| Bruchdehnung | 6 ± 3 % | DIN EN ISO527 |
| Zugmodul | 3.200 ± 200 MPa | DIN EN ISO527 |
| Biegemodul | 2.900 ± 150 MPa | DIN EN ISO178 |
| Wärmeformbeständigkeit | 110 °C | ASTM D648 |
| Charpy-Schlagzähigkeit | 35 ± 6 kJ/m² | DIN EN ISO179 |
| Izod-Kerbschlagzähigkeit | 4,2 ± 0,3 kJ/m² | DIN EN ISO180 |
| Kugeldruckhärte | 98 | DIN EN ISO2039 |
| Shore D-Härte | D 80 ± 2 | DIN 53505 |
| Tatsächliche Werte können je nach Baubedingungen abweichen. | ||
| Technische Eigenschaften | |
| Standardgenauigkeit | ± 0,3 % |
| Minimale Wandstärke | 1 mm |
| Schichtdicke | 0,12 mm |
| Maximale Bauteilabmessung | 650 mm x 330 mm x 560 mm |
| Oberflächenstruktur | körnige Oberfläche, können aber sandgestrahlt, gefärbt, lackiert überzogen und beschichtet werden |
Alumide
Alumide ist eine Mischung aus Aluminium- und Polyamid-12-Pulver. Damit lassen sich durch Lasersintern (SLS) nicht poröse Bauteile erzeugen, die leicht bearbeitet werden können. Die Bauteile zeichnen sich durch eine hohe Steifigkeit, metallisches Aussehen und durch eine Temperaturbeständigkeit bis 130 °C aus.
Anwendungen
- Vorrichtungen
- Schulungsmodelle
- Einsätze für Spritzguss- und Gießwerkzeuge
- Lehrenbau
- Gehäuse

| Messung | Wert | Standard |
| Dichte | 1,36 ± 0,03 g/cm³ | |
| Zugfestigkeit | 48 ± 3 MPa | DIN EN ISO527 |
| Bruchdehnung | 3,5 ± 1 % | DIN EN ISO527 |
| Zugmodul | 3.800 ± 150 MPa | DIN EN ISO527 |
| Biegemodul | 3.600 ± 150 MPa | DIN EN ISO178 |
| Wärmeformbeständigkeit | 130 °C | ASTM D648 |
| Charpy-Schlagzähigkeit | 29 ± 6 kJ/m² | DIN EN ISO179 |
| Charpy-Kerbschlagzähigkeit | 4,6 ± 0,3 kJ/m² | DIN EN ISO180 |
| Shore D-Härte | D 76 ± 2 | DIN 53505 |
| Tatsächliche Werte können je nach Baubedingungen abweichen. | ||
| Technische Eigenschaften | |
| Standardgenauigkeit | ± 0,3 % |
| Minimale Wandstärke | 1 mm |
| Schichtdicke | 0,12 mm |
| Maximale Bauteilabmessung | 650 mm x 330 mm x 560 mm |
| Oberflächenstruktur | körnige Oberfläche, können aber sandgestrahlt, gefärbt, lackiert überzogen und beschichtet werden |
iglidur®
Verschleißfester, stabiler 3D-Druck- Hochleistungskunststoff aus iglidur® von igus® mit einer außerordentlich hohen Abriebfestigkeit bei geringem Gewicht. Ausgelegt für hohe statische Belastungen, Stöße und Kantenlasten. Iglidur® ist Garant für eine lange Lebensdauer von individuellen Verschleißteilen.
Anwendungen
- Schmiermittel und wartungsfreie Gleitlager
- Führungsbuchsen

| Messung | Wert | Standard |
| Dichte | 1,05 ± 0,03 g/cm³ | |
| Farbe | weißlich | |
| Obere Anwendungstemperatur | 80 °C | |
| Untere Anwendungstemperatur | -40 °C | |
| Maximale Flächenpressung | 34 MPa | |
| Tatsächliche Werte können je nach Baubedingungen abweichen. | ||
| Technische Eigenschaften | |
| Standardgenauigkeit | ± 0,3 % |
| Minimale Wandstärke | 1 mm |
| Schichtdicke | 0,03 – 0,1 mm |
| Maximale Bauteilabmessung | 500 mm x 280 mm x 315 mm |
| Oberflächenstruktur | körnige Oberfläche, können aber sandgestrahlt, gefärbt, lackiert überzogen und beschichtet werden |